Actuated Valve Guide: Working Principle, Types & Selection
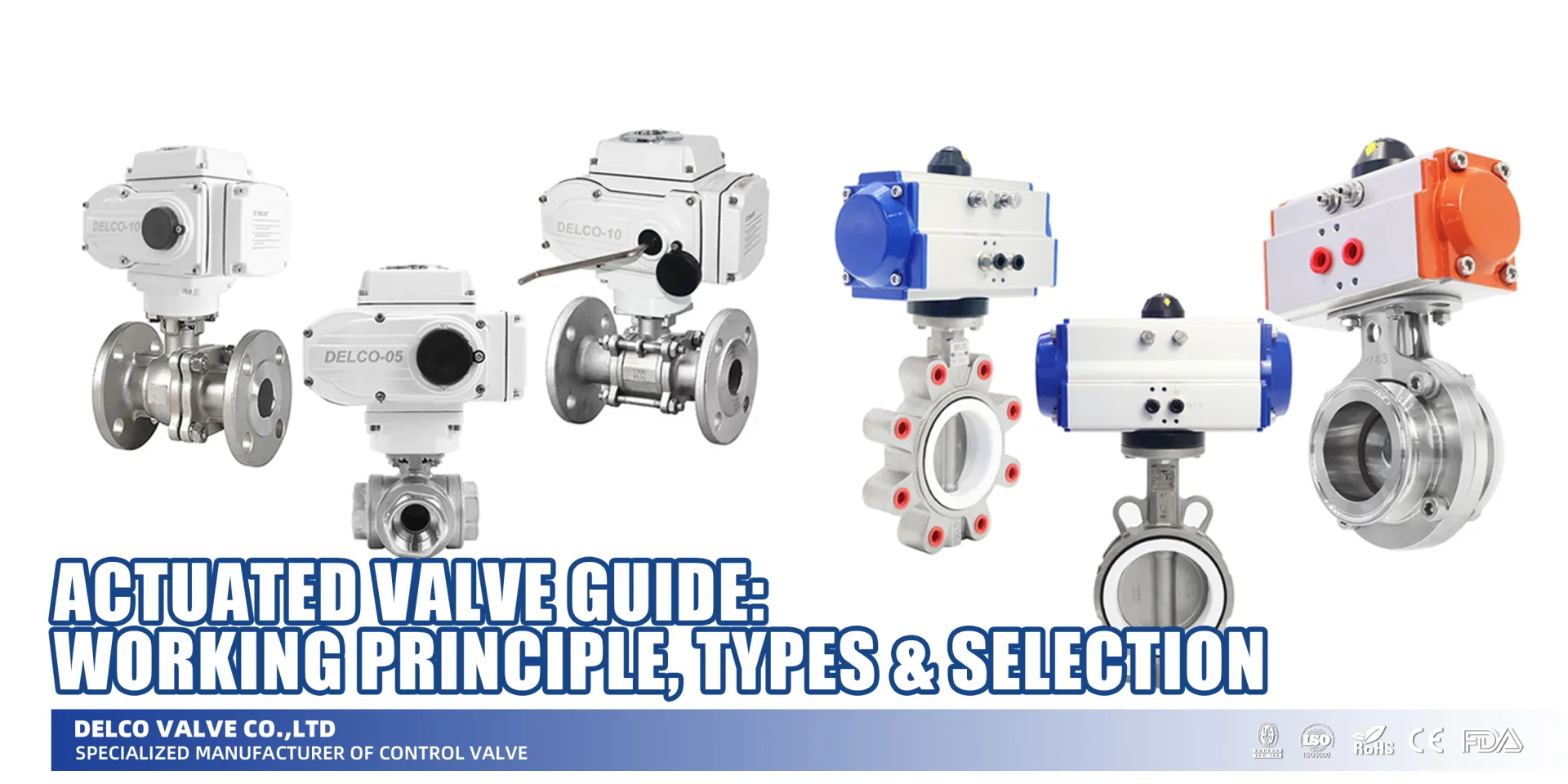

Master the actuated valve working principle and types. Explore pneumatic and electric options for precise industrial flow control with DELCO VALVE.
Core Working Principle of Actuated Valves
Are you still relying on manual labor to turn heavy valves in hard-to-reach places? That’s inefficient and often dangerous. We need to look at how actuated valves take the human element out of the equation to streamline your process lines.
From Control Signal to Mechanical Motion
At its simplest, an actuated valve working principle is about converting a signal (electric or pneumatic) into physical movement. It starts with the "brain"—often a [Solenoid Valve] for pneumatic systems—sending a signal to the "muscle" (the actuator).
Unlike manual valves, actuated valves provide automated control for both rotary (like ball valves) and linear (like gate valves) applications.
The actuator acts as the “muscle” of the assembly. It takes an energy source and converts it into the torque (rotary force) or thrust (linear force) needed to move the valve stem. Depending on your setup, this energy conversion happens in three main ways:
- Pneumatic: Uses compressed air (clean and fast).
- Electric: Uses a motor and gear train (precise).
- Hydraulic: Uses pressurized fluid (heavy-duty power).
Key Components of the Assembly
To understand the system, you have to look at the anatomy. It’s not just one piece; it’s an assembly of critical parts working in sync.
- Valve Body: The pressure containment part that physically touches the media (water, oil, gas).
- Actuator Assembly: The unit mounting on top that provides the power.
- Stem/Coupling: The critical link transferring force from the actuator to the valve disc or ball.
- Feedback Elements: Sensors or limit switch boxes that tell the control room exactly where the valve is positioned.
On/Off vs Modulating Control
Not all automated valves act the same. We generally classify them into two distinct operation styles based on process needs:
- On/Off Control: Think of this like a light switch. The valve is either fully open to let flow through or fully closed to stop it. This is standard for shut-off applications.
- Modulating Control: This is like a dimmer switch. Using a valve positioner, we can adjust the valve to be 25%, 50%, or 80% open. This allows for precise regulation of flow rate, pressure, or temperature.
Would you like me to detail the specific mechanics of Pneumatic Actuators next?
Main Types of Valve Actuators: Pneumatic Actuators
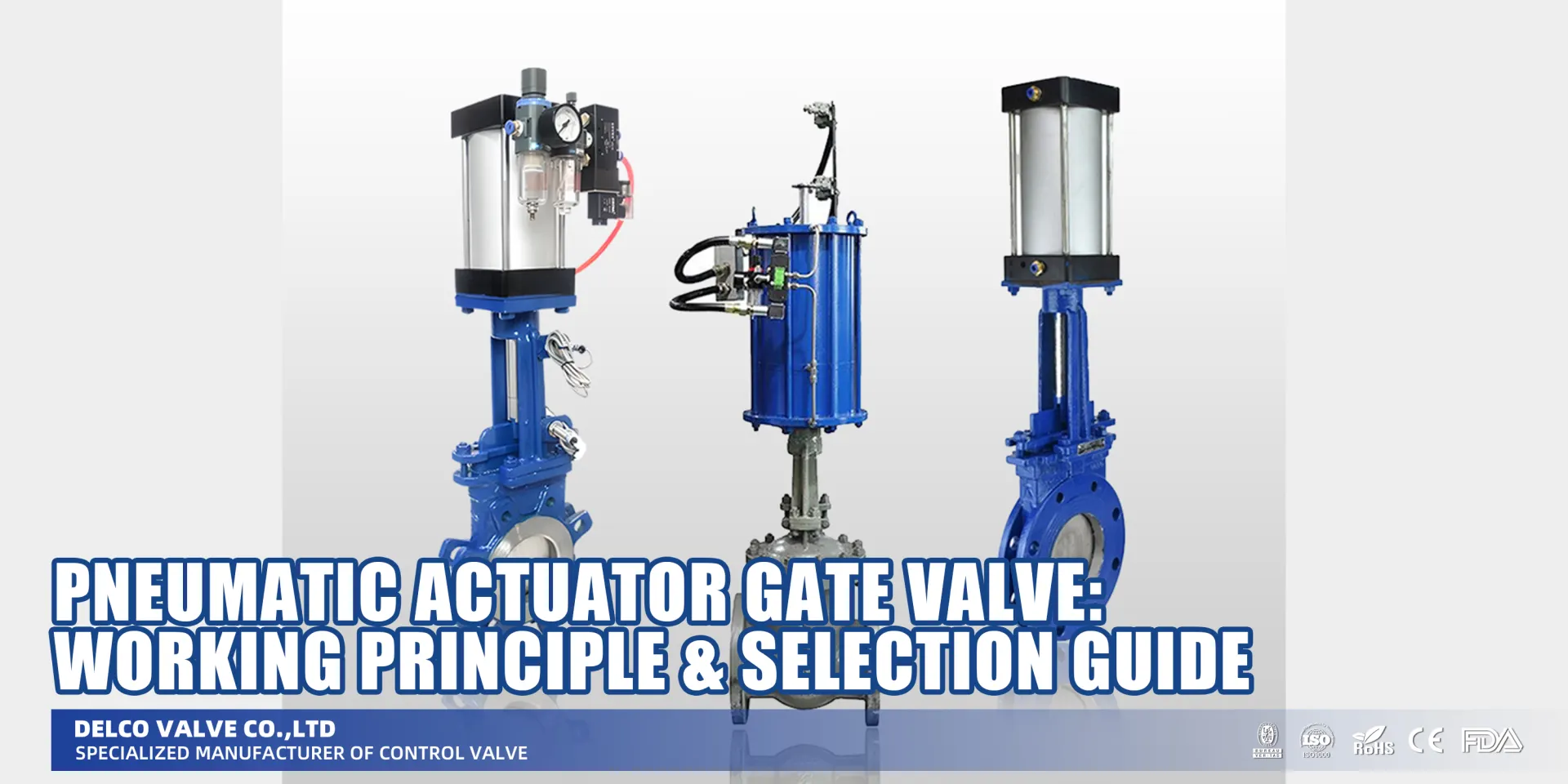
When we need speed and reliability, pneumatic actuation is king. The working principle relies on compressed air driving a piston or diaphragm inside the actuator housing. This pneumatic pressure converts directly into mechanical motion, providing the thrust needed to cycle the valve.
This is the standard for high-thrust applications, such as the [Pneumatic Actuator Gate Valve]. For specialized industries like wastewater or pulp, we even pair these actuators with [Pneumatic Knife Gate Valves] to cut through heavy slurries.
In my experience, selecting the right configuration comes down to how you need to manage air supply and safety:
- Double-Acting: We use air pressure to open the valve and air pressure to close it. This gives you active control in both directions but requires air supply for every movement.
- Spring-Return (Fail-Safe): This setup uses air to compress a spring and open the valve. If the air supply fails or is cut off, the mechanical spring forces the valve back to its safe position (either fully open or fully closed). This fail-safe actuator design is non-negotiable for emergency shutdown systems.
Regarding the internal mechanics, the rack and pinion actuator is the industry standard for most quarter-turn ball and butterfly valves due to its compact size and consistent torque. For larger valves or heavy-duty applications requiring high breakaway torque, we might rely on scotch yoke mechanisms or heavy-duty piston designs.
Pros and Cons:
- The Good: These units provide the fastest cycle times and are inherently safer in hazardous environments since they don’t require electricity at the valve itself.
- The Trade-off: You are dependent on a clean, dry instrument air supply. If your air quality is poor (moisture or oil), it can damage the internal seals over time.
Would you like me to detail the specifics of Electric Actuators next, focusing on precision control?
Main Types of Valve Actuators: Electric Actuators
When precision beats speed, we choose electric. Unlike pneumatic options, these units run purely on electricity. They are the perfect match for applications requiring precise flow modulation, such as our [Motorized Ball Valve] lineup.
This setup offers a major advantage: it eliminates the need for complex air tubing and compressors. You just wire it up, and it’s ready to communicate with your control room. While they are generally slower than pneumatic cylinders, the gearbox increases torque while keeping the motor size manageable, making these units incredibly powerful for their footprint.
Understanding the Sub-Types
We generally categorize electric actuators based on the movement required by the valve they are mounted to. Choosing the wrong one is a common mistake, so here is the breakdown:
- Quarter-turn actuator: Designed for valves that rotate 90 degrees, such as ball and butterfly valves. These are the most common in general processing.
- Multi-turn actuator: Required for rising stem valves like gate and globe valves, where the stem must rotate multiple times to fully open or close the line.
- Modulating control: While standard actuators are just “open” or “closed,” modulating options use a continuous signal to position the valve anywhere between 0% and 100%.
Key Features: Precision and Feedback
The real selling point here is intelligence. Electric actuators shine when you need positioner 4-20mA feedback integration. This allows the valve to talk back to your PLC, telling you exactly where it is positioned at any given second.
Another critical feature we rely on is the self-locking capability. Because of the gearing mechanism, if the power goes out, the valve stays exactly where it was last positioned. It won’t drift or slam shut due to line pressure, which is vital for maintaining process stability during outages.
Weighing the Pros and Cons
Before swapping everything to electric, we have to look at the trade-offs.
- The Upside:
- Easy Integration: Seamlessly connects to PLC and SCADA systems.
- High Precision: Best choice for accurate flow throttling.
- Quiet Operation: Much quieter than venting pneumatic air.
- The Downside:
- Speed: They generally operate slower than pneumatic actuators.
- Duty Cycle: Motors can overheat if cycled too frequently (though we have heavy-duty options to mitigate this).
- Power Dependency: If electricity fails, you lose control unless you have a battery backup or manual override handwheel.
Main Types of Valve Actuators: Hydraulic and Hybrid Systems
When we are dealing with massive pipelines or extreme pressure conditions where pneumatic or standard electric units just can’t cut it, we turn to hydraulic valve actuators. These are the heavy lifters of the industry.
Hydraulic Actuators: The Heavy Duty Solution
Unlike air, hydraulic fluid is incompressible. This allows hydraulic valve actuators to generate immense force and torque, making them ideal for large-bore valves in the oil and gas sector.
- Mechanism: They utilize pressurized fluid (usually oil) to push a piston or turn a vane.
- Key Benefit: They provide a very high power-to-weight ratio and hold position firmly without the “sponginess” of compressed air.
Electro-Hydraulic Actuators
Sometimes, you need the brute force of hydraulics but the control interface of an electric system. That is where the electro-hydraulic actuator comes in.
- Best of Both Worlds: These units have a self-contained hydraulic reservoir and pump driven by an electric motor.
- Precision: You get the smooth, high-torque movement of hydraulics with the precise 4-20mA control of an electric drive.
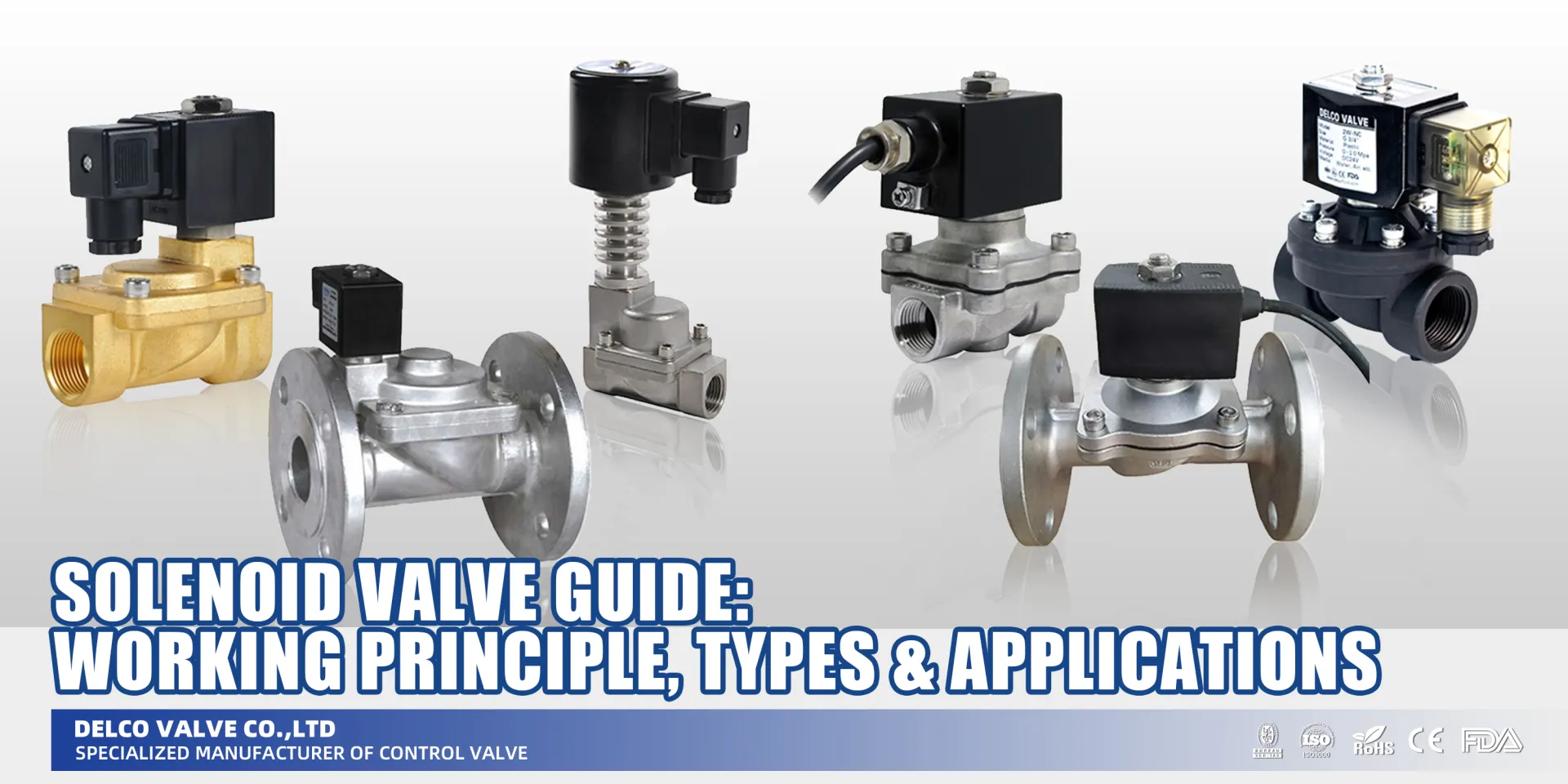
Solenoid Valve vs Actuated Valve
It is important not to confuse a standard actuated valve with a solenoid valve.
- Solenoid Valves: rely on an electromagnetic coil to directly move a plunger. They are generally limited to smaller sizes (usually under 2 inches) and simple on/off tasks.
- Actuated Valves: use a separate motor or piston to turn a valve stem.
For remote areas without power, we also see self-actuated valves, which cleverly use the pressure of the process fluid itself to drive the operation.
Pro Tip: If you have reliable power but need fail-safe functionality and high thrust, an electro-hydraulic unit is often the smartest investment despite the higher initial cost.
Would you like me to create a comparison table for the next section on Quarter-Turn vs. Multi-Turn Actuators?
Quarter-Turn vs. Multi-Turn Actuators: Key Differences
When I’m helping clients select the right automation, the decision almost always starts with the valve body itself. You can’t force a square peg into a round hole, and you can’t put the wrong actuator on a valve.
If you are operating ball valves, plug valves, or butterfly valves, you are looking at a quarter-turn actuator. These are designed to rotate the valve stem exactly 90 degrees. In the US market, these are the go-to for most on/off isolation applications because they are fast and straightforward.
On the other hand, multi-turn actuators are the heavy lifters designed for gate valves and globe valves. Since these valves use a threaded stem to lift a wedge or disc linearly, the actuator has to spin multiple times—sometimes hundreds of revolutions—to move from fully open to fully closed. This isn’t about speed; it’s about generating the thrust needed to seat the valve against high pressures.
Here is a quick breakdown of how they stack up:
| Feature | Quarter-Turn Actuators | Multi-Turn Actuators |
|---|---|---|
| Motion Type | Rotates 90° (0° to 90°) | Multiple 360° revolutions |
| Typical Valve Pairings | Ball valves, Butterfly valves, Plug valves | Gate valves, Globe valves, Sluice gates |
| Speed | Fast operation (seconds) | Slower operation (can take minutes) |
| Torque vs. Thrust | High torque output | High torque converted to linear thrust |
| Primary Use | Quick isolation & simple control | High pressure & linear throttling |
Next Step
Would you like me to detail the specific Fail-Safe Configurations available for these actuators in the next section?
Fail-Safe Actuator Configurations: Double-Acting vs. Spring-Return
When I sit down with clients to design a process loop, the first thing I ask isn’t about speed or torque—it’s about safety. “What happens if the power cuts or the air compressor fails?” The answer usually dictates whether we use a double acting vs spring return configuration.
In a double-acting setup, we need air or electricity to move the valve in both directions (open and close). If the energy source dies, the valve just stops right where it is. That’s fine for non-critical flow control, but it’s not always safe.
That is why spring-return (fail-safe) actuators are the industry standard for critical lines. These units use a mechanical spring to force the valve to a safe position (Open or Closed) if power is lost.
Note: While these provide isolation safety, do not confuse them with a pressure-relief [Safety Valve], which is a self-acting device designed solely to prevent overpressure.
Understanding Fail-Safe Behaviors
Choosing the right fail-safe actuator means knowing exactly what “safe” looks like for your specific system. We generally categorize these behaviors into three distinct modes:
- Fail-Closed (FC): When power is lost, the spring forces the valve shut. We use this to stop the flow of hazardous fluids or fuel immediately.
- Fail-Open (FO): When power is lost, the spring forces the valve wide open. This is crucial for fire suppression lines or cooling water systems where restricting flow could cause an explosion or overheating.
- Fail-In-Place (Fail-Last): The valve stays in its last operating position. This is typical for electric actuators (unless equipped with a battery backup) or double-acting pneumatic systems. It is used when a sudden change in flow could shock the system.
Critical Roles in Safety and Emergency Shutdowns
In the US industrial market, regulatory compliance is strict. You cannot rely on an operator to manually close a valve during a catastrophic power failure. This is where Emergency Shutdown (ESD) valves come into play.
I often see these in Oil & Gas applications. For example, on a natural gas pipeline, we install fail-closed actuators. If the facility loses power or detects a leak, the air supply cuts, the springs release, and the valves slam shut, isolating the fuel source instantly.
Conversely, in Power Generation, specifically in steam turbine bypass systems or cooling loops, we often specify fail-open configurations. If the control system goes dark, we need that cooling water to keep flowing to prevent a meltdown or equipment damage. Selecting the wrong fail mode isn’t just an operational annoyance; it’s a major safety liability.
Would you like me to create a comparison table for the next section to help users match specific valve types with these actuator configurations?
Essential Accessories for Enhanced Performance
The actuator provides the muscle, but the accessories provide the brains. To get the most out of your automation system—especially when dealing with complex industrial processes—you need the right add-ons to ensure precision, visibility, and safety. Here is how we upgrade standard actuation packages to meet specific operational demands.
Valve Positioners for Precise Flow Control
If your application requires more than just “fully open” or “fully closed,” you need a valve positioner. These devices are essential for modulating control, allowing you to throttle flow with high accuracy.
- How it works: The positioner receives a control signal (typically Positioner 4-20mA) from your PLC and adjusts the air supply to the actuator until the valve stem position matches the signal.
- Why use it: It corrects for friction and pressure changes, ensuring the valve is exactly where you told it to be.
Limit Switch Boxes and Feedback Sensors
In a busy US plant, you can’t walk the line to visually check every valve. A limit switch box solves this by providing remote status monitoring. These boxes mount directly to the top of the actuator and send electrical signals back to the control room, confirming if the valve is in the open or closed position.
- Visual Indication: Most boxes also have a high-visibility dome on top for local inspection.
- Integration: These feedback sensors are critical for automated sequencing—your pump won’t start until the switch confirms the valve is open.
Solenoid Pilot Valves and Manual Overrides
For pneumatic systems, the solenoid pilot valve acts as the interface between your electrical control system and the pneumatic actuator. It is the electric trigger that directs the air path to open or close the valve.
We also stress the importance of operational flexibility. Power failures happen. When they do, having manual overrides (like a declutchable gear operator or a handwheel) allows your team to manually cycle the valve to a safe position, preventing downtime or safety hazards.
Key Accessory
| Accessory | Primary Function | Best For |
|---|---|---|
| Valve Positioner | Modulating (throttling) control | Precision flow regulation |
| Limit Switch Box | Position feedback/Confirmation | Remote monitoring & safety logic |
| Solenoid Pilot Valve | Electric control of air supply | On/off pneumatic automation |
Would you like me to create a comparison chart mapping these accessories to specific industry applications (like Oil & Gas vs. Water Treatment)?
Common Applications for Actuated Valves Across Industries
When we talk about the actuated valve working principle in the real world, it’s not just theory—it’s about keeping critical US infrastructure running. I’ve seen firsthand how selecting the right valve actuator types dictates efficiency and safety in everything from Texas refineries to pharmaceutical plants on the East Coast.
Oil & Gas, Chemical, and Water Treatment
In heavy industries, failure isn’t an option. Pneumatic actuated valves are the standard here because of their speed and fail-safe capabilities.
- Oil & Gas: We use high-pressure ball and gate valves for extraction and transport. Fail-safe actuators (specifically spring-return) are critical for Emergency Shutdown (ESD) systems to instantly cut flow during a leak.
- Chemical Processing: Handling corrosive media requires robust materials. We often pair lined valves with corrosion-resistant actuators to manage aggressive acids and solvents safely.
- Water/Wastewater: Reliability is key here. Electric actuated valves are common for modulating flow control in filtration and distribution, managing everything from sludge to potable water.
Power Generation, HVAC, and Hygienic Sectors
These sectors prioritize precision and cleanliness over raw torque speed.
- Power Generation: Managing high-pressure steam requires hydraulic valve actuators or heavy-duty electric units that can withstand extreme temperatures and vibration.
- HVAC Systems: In commercial buildings, we use electric actuators for controlling chilled water and airflow. They integrate easily with Building Management Systems (BMS) for energy efficiency.
- Food & Beverage / Pharma: Here, it’s all about hygiene. We use stainless steel, sanitary valves with precise modulating control to mix ingredients or manage sterilization (CIP/SIP) processes without contamination.
Matching Actuators to Harsh Environments
You can’t just slap any actuator onto a pipe. If you are operating in a hazardous area, like a refinery with explosive gases, you need explosion-proof (NEMA 7/ATEX) housings.
For offshore platforms, we look at marine-grade coatings to resist salt spray. If the media is abrasive, we opt for ceramic-lined valves paired with high-torque actuators to prevent seizing.
Industry Application Quick Guide
| Industry | Common Valve Type | Preferred Actuator | Key Requirement |
|---|---|---|---|
| Oil & Gas | Ball / Gate | Pneumatic (Spring Return) | ESD / Fail-Safe Safety |
| Water Treatment | Butterfly | Electric (Multi-turn) | Flow Modulation / Automation |
| Chemical | Diaphragm / Ball | Pneumatic | Corrosion Resistance |
| HVAC | Globe / Butterfly | Electric | BMS Integration / Quiet Operation |
| Power Gen | Globe / Control | Hydraulic / Electro-hydraulic | High Torque / Speed |
Next Step
Would you like me to help you create the final section on “How to Select the Right Actuated Valve” to wrap up this guide?
How to Select the Right Actuated Valve
Getting the right equipment isn’t just about picking a brand; it’s about matching the actuated valve working principle to your specific process conditions. I’ve seen too many projects face delays because someone guessed on torque requirements or ignored environmental factors. To get this right the first time, you need a methodical approach.
1. Analyze the Process Conditions
Before looking at valve actuator types, I always start with the basics: what is going through the pipe? You need to define the valve size and type based on the media.
- Media & Materials: Is it corrosive, abrasive, or standard water? This dictates your valve body material.
- Pressure & Temperature: High-pressure steam requires different seals and actuators than ambient water.
- Flow Control Needs: Do you need simple On/Off functionality, or is modulating control required for precise flow regulation?
2. Calculate Torque and Thrust Requirements
This is the most critical step. If the actuator lacks the muscle to turn the valve, the whole system fails.
- Breakaway Torque: Determine the torque required to unseat the valve. I recommend adding a safety margin (usually 20-30%) to account for potential stuck valves or pressure surges.
- Power Source Availability: Do you have a reliable compressed air supply for pneumatic actuators, or is a power line for electric actuators more feasible?
- Speed: Check the actuator torque and speed requirements. If you need a rapid shutdown (under 1 second), pneumatic is usually the way to go.
3. Environmental Considerations and Certifications
In the US market, complying with safety standards is non-negotiable. You have to match the housing to the environment.
- Hazardous Locations: If you are operating in a refinery or chemical plant, you likely need explosion-proof certifications (ATEX or Class/Div ratings).
- Weather Protection: Look at NEMA (National Electrical Manufacturers Association) or IP ratings. For outdoor use, I always suggest at least NEMA 4X or IP67 to protect against rain, dust, and ice.
- Space Constraints: If installation space is tight, a compact rack and pinion actuator might be better than a bulky scotch yoke design.
Would you like me to help you calculate the specific torque safety factor needed for your current piping setup?
DELCO VALVE Solutions: Reliable Actuated Valves for Your Needs
At DELCO VALVE, we understand that downtime isn’t an option. You need equipment that works as hard as you do, which is why we have engineered our actuated valve lineup to meet the rigorous demands of American industries. We don’t just sell parts; we provide complete flow control solutions tailored to your specific system requirements.
Our Comprehensive Actuator Lineup
We offer a versatile range of configurations designed to handle everything from standard water applications to aggressive chemical processing. Our inventory includes:
- Pneumatic Actuated Valves: Perfect for high-cycle applications requiring fast response times. We offer both rack and pinion and scotch yoke designs.
- Electric Actuated Valves: Ideal for precise modulation and integration with modern control systems.
- Valve Body Options: Our actuators are seamlessly paired with high-performance ball, butterfly, gate, and globe valves.
Quality Features That Matter
When you choose DELCO, you are choosing reliability. We build our units to withstand harsh environments and deliver consistent results.
- High Cycle Life: Engineered for durability to reduce maintenance costs over time.
- Precise Control: accurate positioning for both on/off and modulating services.
- Safety First: We provide explosion-proof options and specific certifications for hazardous areas, ensuring your team stays safe.
- Customization: We know one size doesn’t fit all. We can customize the assembly to fit your exact torque and speed specifications.
Whether you need a quarter-turn actuator for a simple shut-off or a complex multi-turn setup for a pipeline, DELCO VALVE delivers the quality and performance you can trust.
Would you like me to help you create a comparison table for the different DELCO valve models to include in an earlier section?
Related Sources
Share on Social:
- PREV: Pneumatic Actuator Gate Valve: Working Principle & Selection Guide
- NEXT: Not NEXT